

A Produtividade na indústria é um tema muito importante para o Brasil. Por que as máquinas produzidas no Brasil são mais caras que as máquinas chinesas e piores que as máquinas europeias? O que se deve fazer para melhorar a competitividade? Veja aqui algumas dicas para melhorar a competitividade, melhorar a produtividade industrial e aumentar a disponibilidade.
Produtividade na indústria
Primeiramente devemos conceituar produtividade. De acordo com Comunidade Europeia, Produtividade é o quociente obtido pela divisão do produzido por um dos fatores de produção. Colocando na prática, para se calcular a produtividade na indústria, normalmente divide-se o valor do que foi produzido, pelo valor de um dos recursos usado na produção. Se, por exemplo, você gasta R$5,00 para fazer um bolo e o vende por R$10,00, sua produtividade é de 200%. Ou ainda, pode-se dizer que você vende R$2,00 para cada real gasto.
A produtividade na indústria pode ser medida também por tempo ou por peça. O mais usado é o tempo: A montadora produz 50 carros por dia; A Empacotadora realiza 80 ciclos por minuto; etc.
Indicadores
Para saber o que devemos melhorar, indicadores devem ser criados. Por exemplo, quer economizar? Comece anotando seus gastos. Quer se exercitar mais? Baixe um aplicativo no celular que registre seus passos. E para Produtividade na indústria, quais são os indicadores que devemos acompanhar? Eu sugiro Disponibilidade, OEE, MTBF e MTTR.
Disponibilidade
Disponibilidade é o percentual do tempo total programado para sua aplicação funcionar em que ela realmente funcionou (não estava parada). Conheço uma empresa que trabalha com portos de cereais que sua disponibilidade elétrica era de 70% (suas correias transportadoras somente funcionavam 70% do tempo programado). Agora, eles estão com a disponibilidade maior que 99%.
OEE
OEE do inglês Overall Equipment Effectiveness é um indicador apontado pela metodologia TPM (Total Productive Maintenance) e além da disponibilidade, também leva em consideração a performance e Qualidade. Cada um destes três parâmetros tem um %, o produto dos três é o OEE. Já vimos como se calcula a disponibilidade, a performance é calculada dividindo quantidade de peças produzidas por quantidade de peças que deveriam ser produzidas no mesmo período nominalmente. Já para calcular a qualidade, divide-se a quantidade de peças aprovadas pela quantidade de peças totais produzidas. É um indicador um pouco mais difícil de se calcular, mas bastante completo e bastante usado como indicador da produtividade na indústria.
MTBF
MTBF é o acrônimo de Mean Time Between Failure (tempo médio entre falhas). Normalmente é usado para dispositivos e é um valor calculado a partir de seus componentes/circuitos ou através do histórico de assistência técnica. Existem fontes de alimentação com MTBF de 100.000 horas ou até de 1.000.000 de horas. O MTBF deve ser usado para dimensionar seu estoque de reposição. Certa vez, ajudei uma plataforma de petróleo a fazer esse cálculo. Como o tempo de reposição era de 15 dias (tempo para o material chegar até a plataforma), quantas peças do meu produto eles precisariam ter embarcadas?
MTTR
A sigla de Mean Time to Repair (Tempo médio para consertar) é MTTR. É um valor muito importante e se aplica muito bem para componentes. Quanto tempo demoramos para trocar a bateria do carro? Menos de uma hora. Quanto tempo gastamos para trocar as bielas do mesmo carro? Talvez mais de um dia. E na sua máquina o que você precisa fazer para consertá-la? Você precisa apenas trocar o componente? Você precisa configurar alguma coisa? Você precisa trocar o cabo através de canaletas? Você precisa reconectar algum borne? Cortar cabos?
Bom, já sabemos o que é produtividade na indústria, que precisamos de indicadores para melhorá-la, que esses indicadores podem ser disponibilidade, OEE, MTBF e MTTR. Agora, quais práticas melhoram esses indicadores?
- Diagnósticos rápidos e precisos
- Facilidade de manutenção
- Robustez
Diagnósticos rápido e precisos
O que eu costumo dizer é que a falha mecânica é facilmente encontrada (barulho, visual, fumaça, etc) e o conserto é muito demorado. Já o conserto da falha elétrica, normalmente é rápida (troca, parametrização, etc), mas é muito difícil de ser encontrado. Por isso o diagnóstico é tão importante em equipamentos para automação industrial.
Diagnóstico na Indústria
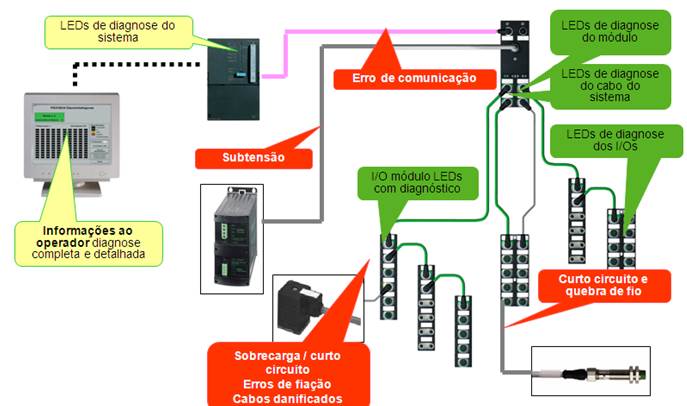
Diagnóstico é a capacidade de um equipamento enviar informações sobre a falha. Onde foi a falha? O que falhou? Qual foi o problema? Quando aconteceu?
E esta informação deve estar disponível no local adequado e na hora certa. Afinal, não adianta para a manutenção de campo, que a diagnose esteja disponível na sala do presidente. Para isso, tenha além do supervisório de operação (aquela tela para fazer a máquina funcionar), também um supervisório de manutenção. Para aumentar a produtividade na indústria, o supervisório é uma tela com todos os equipamentos que possuem diagnóstico com informação visual (vermelho em caso de problema) que informe em qual equipamento está o problema, qual é o problema, onde o equipamento está instalado.
Se por exemplo, você tem uma rede na sua planta e a partir do quinto nó de rede todos seus módulos estão sem comunicação, uma das hipoteses que você vai criar é que o problema é no cabo de comunicação entre o quarto e o quinto módulo.
Facilidade na manutenção
Para facilitar a manutenção, devemos diminuir o MTTR, aqui algumas dicas:
Use mais Conectores e menos bornes! Um montador, sentado, com todo o treinamento e com todas as ferramentas demora 2 minutos para colocar um fio em um borne (decapar, colocar identificação, colocar o terminal, crimpar, colocar no borne e parafusar), imagina na hora da manutenção? Os conectores evitam esse trabalho. Você desconecta o cabo, troca o equipamento e conecta novamente, normalmente 10 segundos para um conector com 5 fios.

Solução
Use equipamentos autoconfiguráveis! Quem já formatou um computador sabe que o tempo de configurar e deixá-lo como antes é muito maior que o tempo de trocá-lo. Agora, lembre-se que em alguns navegadores, por exemplo, quando você digita seu usuário e senha, ele já carrega sua capa, seus favoritos e seus aplicativos.
Conheço um senhor que sempre diz: “Cabos pequenos, pequenos problemas”. Diminuir a quantidade e o comprimento dos cabos sempre melhora a manutenção. Uma grande parte do tempo de montagem e de manutenção é diretamente proporcional à quantidade de cabo utilizada.
Robustez
A elétrica deve se basear na mecânica que a rodeia, no caso da automação industrial, a mecânica é bem robusta. Motores, válvulas, ferramentas são extremamente robustas então, os equipamentos eletrônicos devem ser tão robustos quanto seus primos mecânicos. Usar equipamentos metálicos ou caixas para protegê-los, não é exagero.

Robustez
Esta figura mostra um acidente ocorrido em uma empresa de mineração. Entrou minério em um painel elétrico… Se seus componentes são robustos você retira o minério e liga. Se seu componentes não forem robustos você deve montar um painel novo. Reduzindo sua produtividade.
Acidentes acontecem e equipamentos apresentam defeitos. Mas os equipamentos devem ser robustos para não causarem uma parada maior. Um exemplo que gosto de lembrar eram os equipamentos domésticos em 110 VAC. Quem nunca queimou um desses? Esses equipamentos não eram robustos o suficiente para essas aplicações (As pessoas esquecem de verificar a tensão, eu sou um exemplo disso!). Equipamentos para automação devem ser robustos contra inversão de polaridade, choques, vibração, curto-circuito, etc.
E a última dica que melhora a robustez e ainda facilita a manutenção é usar produtos IP67, mas isto é tema para outro artigo…
Falando em curto circuito, se tiver interessado em mais informações, temos um artigo muito interessante que auxilia no cálculo de corrente do curto.

Se o botão não estiver funcionando Clique Aqui!
Espero que tenha gostado, acompanhe o blog que em breve enviarei mais informações sobre o tema.


